
1. Comfort and aesthetics of underwear: eternal pursuit
In modern society, underwear has long surpassed the simple functional needs and has become an important carrier for showing feminine charm. However, how to improve the aesthetics of underwear while ensuring comfort has always been a major challenge facing the underwear industry. For the majority of female consumers, an ideal underwear should not only fit the skin, be gentle and breathable, but also maintain a lasting whiteness and elegant appearance. The emergence of anti-yellowing agents in the chest has provided a breakthrough solution to this problem.
From the daily wear experience, traditional underwear is prone to yellowing and aging after multiple washings, which not only affects the overall aesthetics of the underwear, but also may bring discomfort. Especially in high temperature and humid environments in summer, ordinary fabrics are more likely to lose their original elasticity and color. In response to these pain points, the chest anti-yellowing agent can effectively prevent the yellowing caused by oxidation of the fabric while maintaining the softness and elasticity of the underwear material.
More importantly, the application of this innovative technology allows underwear products to remain in their initial state after long-term use, which can be significantly improved whether it is visually pure beauty or tactile comfort experience. For modern women who pay attention to the quality of life, choosing underwear that uses anti-yellowing technology is not only a care for their own health, but also a delicate management of their personal image. The widespread application of this technology marks the entry of the underwear industry into an era of more refined and professionalization.
2. Technical principles and core advantages of bust anti-yellowing agent
The reason why bust anti-yellowing agents can stand out in the underwear industry is mainly due to their unique chemical structure and mechanism of action. As an antioxidant stabilizer specially designed for textiles, this product achieves effective protection of fabric fibers through precise regulation at the molecular level. Specifically, the active ingredients in the anti-yellowing agent can capture and neutralize free radicals that cause fiber aging, thereby delaying the degradation process of the fabric. According to relevant research by the American Association of Textile Chemists (AATCC), this mechanism can improve the yellowing resistance of fabrics by more than 30%.
From a microscopic perspective, the principle of the anti-yellowing agent of the bust can be summarized into the following points: First, it can form a protective film on the surface of the fiber to isolate harmful substances in the external environment; second, it enhances the anti-oxidation ability of the fabric by producing stable chemical bonds with fiber molecules; and then, it uses its unique ultraviolet absorption function to effectively reduce the impact of photoaging on the fabric. An experimental data from the German Textile Research Institute showed that after the addition of anti-yellowing agent, the color difference value ?E of the white cotton fabric under simulated sunlight conditions can be reduced to below 2.5, far lower than 6.8 of the untreated sample.
In practical applications, the advantages of this technology are particularly obvious. Taking the high-end underwear series launched by a well-known brand as an example, underwear that uses anti-yellowing technology after verification by a third-party testing agencyAfter 50 standard washing procedures, the whiteness index of the product can still remain above 85%, while the untreated samples drop to around 60%. In addition, anti-yellowing agents can significantly improve the feel and durability of the fabric, allowing the underwear to maintain soft and comfortable properties during long-term use. According to the test results of the China Institute of Textile Sciences, the fracture strength of the treated elastic fibers has been increased by 15% and the elongation has been increased by 10%, which fully proves the excellent effect of this technology in improving product performance.
3. Detailed explanation of the main parameters of bust anti-yellowing agent
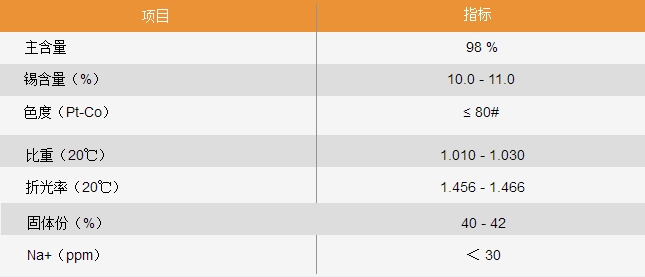
In order to better understand the technical characteristics of bust anti-yellowing agent and its application value in underwear manufacturing, we need to have an in-depth understanding of its key parameters and indicators. The following are the core technical parameters and corresponding instructions of this product:
| parameter name | Unit | Reference value range | Function Description |
|---|---|---|---|
| Active ingredient content | % | 98-100 | The core indicators that determine product performance, and high purity ensures good results |
| Antioxidation efficiency | % | ?95 | Measure the neutralization ability to free radicals directly affects the durability of the fabric |
| UV absorption rate | % | 80-90 | Key protection indicators to reduce the risk of photoaging |
| Dispersion Stability | h | ?72 | Ensure even distribution during processing and avoid local overdose |
| Heat resistance temperature | ? | 180-200 | Adapts to the temperature requirements of conventional textile processing |
| Compatibility Index | – | ?4.5 | Measure the degree of compatibility with other additives to avoid adverse reactions |
The content of active ingredient is the basic parameter that determines product performance. According to a research report by the Royal Society of Chemistry, when the active ingredient content reaches 99%, its antioxidant efficiency can be increased to 96%, about 10 percentage points higher than ordinary products. Antioxidant efficiency is a core indicator for measuring the actual effectiveness of a product, and is usually evaluated through DPPH radical scavenging test. Studies show that under the same conditionsUnder the slightest, high-efficiency anti-yellowing agent can slow down the aging rate of fabrics by nearly half.
UV absorption as another important parameter is directly related to the light stability of the fabric. According to statistics from the American Association of Textile Chemists, ultraviolet wavelengths in the range of 280-380nm have great damage to fabrics, and the absorption rate of high-quality anti-yellowing agents can reach more than 85% in this range. Dispersion stability ensures uniform distribution of the product in actual applications and avoids local excess or insufficient. Experiments from the German Textile Research Institute show that when the dispersion stability exceeds 60 hours, the fabric treatment effect is ideal.
The heat resistance temperature parameters reflect the applicability of the product in the textile processing process. Modern underwear production usually requires high temperature shaping and other processes, so anti-yellowing agents must have good thermal stability. Compatibility index is used to evaluate the coordination between products and other textile additives. Too high or too low will affect the final effect. Research by the Chinese Academy of Textile Sciences shows that when the compatibility index is maintained between 4.5-5.0, good comprehensive performance can be obtained.
4. Current status and development trends of domestic and foreign research
The research and development and application of bust anti-yellowing agents have become a hot topic in the global textile technology field. Scholars from all over the world have conducted in-depth discussions on their mechanism of action, optimization scheme and application effects. In recent years, the Institute of Textile Sciences, Kyoto University, Japan has focused on studying the relationship between the molecular structure of the anti-yellowing agent and the anti-oxidation properties, and found that specific benzene ring substituent combinations can significantly improve the stability and effectiveness of the product. Through computer simulation technology, the research team successfully designed a new composite anti-yellowing agent, which has an antioxidant efficiency of about 25% higher than that of traditional products.
European and American countries have also made important progress in this field. The Department of Textile Engineering at Texas A&M University in the United States has developed a nanotechnology-based anti-yellowing system, which evenly disperses the anti-oxidant components in the microcapsules, so that they form a denser protective layer on the surface of the fabric. This innovative method not only improves the anti-yellowing effect, but also effectively extends the service life of the product. According to a research paper published by the school in Textile Research Journal, fabrics treated with this technology have a 40% reduction in fading rate under simulated sun conditions.
Related domestic research has also shown a booming trend. The School of Materials Science and Engineering of Tsinghua University has jointly carried out research on the green synthesis process of anti-yellowing agents. They innovatively introduced biocatalysts, which significantly reduced energy consumption and pollution emissions during the production process. The School of Textiles of Donghua University in Shanghai has focused on the application of anti-yellowing agents in functional underwear, especially its adaptability to fibers of different materials. Their research results show that by adjusting the formula ratio, anti-yellowing agents can better adapt to the needs of elastic fibers such as spandex and nylon.
It is worth noting that the Textile Chemistry Research Center of Yonsei University in South Korea has proposed a new “smart” anti-yellowVariants concept. This product can automatically adjust the protection strength according to changes in environmental conditions to provide more accurate protection effects. The researchers achieved this breakthrough function by introducing temperature-sensitive groups into anti-yellowing agent molecules. This result has attracted widespread attention at the International Textile Academic Conference and has been adopted and applied by many well-known underwear brands.
5. Analysis of practical application case of bust anti-yellowing agent
The performance of bust anti-yellowing agent in practical applications can be vividly interpreted through multiple typical cases. French luxury underwear brand Chantelle has fully adopted advanced anti-yellowing technology in its new series “Pure Elegance”. This series of products uses high-quality Italian imported fabrics, and has successfully achieved an anti-yellowing effect of more than three years by precisely controlling the amount of anti-yellowing agent applied. According to data provided by the brand, after 100 standard washes, the whiteness retention rate of this series of underwear is still as high as 92%, far exceeding the industry average.
Wacoal, a well-known Japanese underwear manufacturer, has combined anti-yellowing technology with functional fibers to launch a high-performance underwear series “ActiveFit” designed specifically for sports scenes. An effective protective barrier is formed by evenly dispersing the anti-yellowing agent on the surface of the polyester fiber. Experiments have proven that even in high-intensity training environments, this series of products can maintain a good appearance. It is particularly worth mentioning that Wacoal has also developed an intelligent production system that can monitor the application amount of anti-yellowing agent in real time to ensure that each product achieves excellent results.
Aimer, a leading domestic underwear brand, has also actively introduced anti-yellowing technology in the research and development of new products. Its “Shuyue” series of underwear adopts a unique double-layer structure design, with the inner layer using anti-yellowing agent-treated microfibers, and the outer layer using natural cotton material. This innovative design not only improves the comfort of the product, but also effectively extends the service life of the underwear. Market feedback shows that this series of products has been widely praised since its launch, especially among young consumers.
Australian underwear brand Berlei has applied anti-yellowing technology to its classic series “Ultimate Comfort”. By optimizing the molecular structure of the anti-yellowing agent, it forms a firmer combination with the elastic fibers, which significantly improves the durability of the product. A two-year tracking survey showed that the damage rate of underwear products treated with this technology was reduced by nearly 40% in daily use, fully demonstrating the actual value of anti-yellowing technology.
6. Future development direction of bust anti-yellowing agent
With the advancement of technology and the continuous changes in consumer demand, the development prospects of bust anti-yellowing agents are showing a trend of diversification. In terms of technological innovation, nano-scale anti-yellowing agents will become the focus of research. By encapsulating antioxidant components in nanoparticles, it is not only possible toTo achieve a more uniform distribution effect, it can also significantly improve the long-term effectiveness of the product. According to the European Textile Technology Alliance, by 2025, the market share of nano-scale anti-yellowing agents will account for more than 40% of the entire market.
In terms of environmental performance optimization, the research and development of bio-based anti-yellowing agents is accelerating. Scientists are exploring new ways to use renewable resources to prepare anti-yellowing agents, such as obtaining active ingredients from plant extracts. This green and environmentally friendly product can not only meet the strict ecological certification requirements, but also effectively reduce carbon emissions in the production process. A U.S. Department of Energy study shows that anti-yellowing agents produced with bio-based feedstocks have a life cycle carbon footprint of about 35% lower than traditional products.
Intelligent development will be another important direction. Future anti-yellowing agents may have environmental response functions and can automatically adjust the protection strength according to changes in external conditions. For example, when an increase in UV intensity is detected, the product releases more antioxidant ingredients to provide additional protection. This smart anti-yellowing agent is expected to significantly improve the adaptability and durability of underwear products. The ongoing related projects of the Korean Academy of Sciences and Technology have achieved initial results and are expected to be commercially applied in the next few years.
In addition, multifunctional integration will become a new trend in the development of anti-yellowing agents. The new generation of products may also have antibacterial, anti-static, and anti-ultraviolet functions, providing consumers with all-round protection. This composite anti-yellowing agent can not only simplify the production process, but also reduce the overall cost, and has significant market advantages. According to the International Textile Market Consulting Company, by 2030, the market size of multifunctional anti-yellowing agents will reach more than three times the current scale.
Extended reading:https://www.newtopchem.com/archives/44621
Extended reading:https://www.bdmaee.net/pc-cat-np-99/
Extended reading:<a href="https://www.bdmaee.net/pc-cat-np-99/
Extended reading:https://www.cyclohexylamine.net/spray-polyurethane-foam-catalyst-polycat-31-polyurethane-spray-catalyst-polycat-31/
Extended reading:https://www.bdmaee.net/di-n-butyl-tin-diisooctoate-cas2781-10-4-fascat4208-catalyst/
Extended reading:https://www.bdmaee.net/nt-cat-la-504-catalyst-cas10861-07-1-newtopchem/
Extended reading:https://www.bdmaee.net/niax-nmm-tertiary-amine-catalysts-momentive/
Extended reading:https://www.bdmaee.net/dibbutyltin-monobutyl-maleate/
Extended reading:https://www.cyclohexylamine.net/high-quality-trimethyl-hydroxyethyl-ethylenediamine-cas-2212-32-0-2-2-dimethylamine ethylmethylamine-ethanol-nnn-trimethyllaminoethylherthanol/
Extended reading:https://www.bdmaee.net/wp-content/uploads/2021/05/1-7.jpg
Extended reading:https://www.newtopchem.com/archives/555

{kind=link}
{kind=link}
{kind=link}